Correo electrónico
jennifer@xmlymetal.comTeléfono
86 13599545657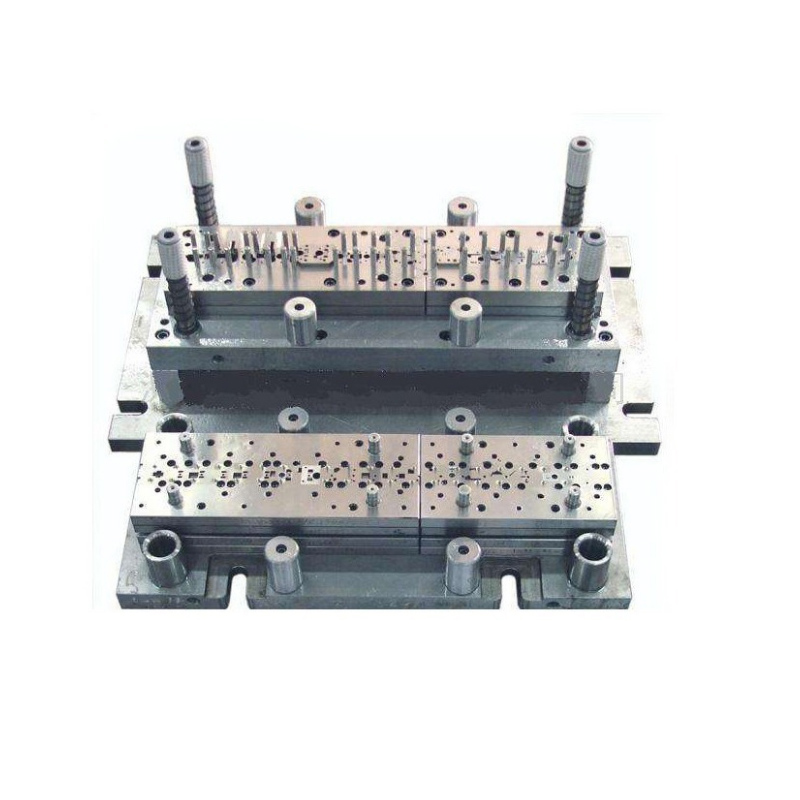
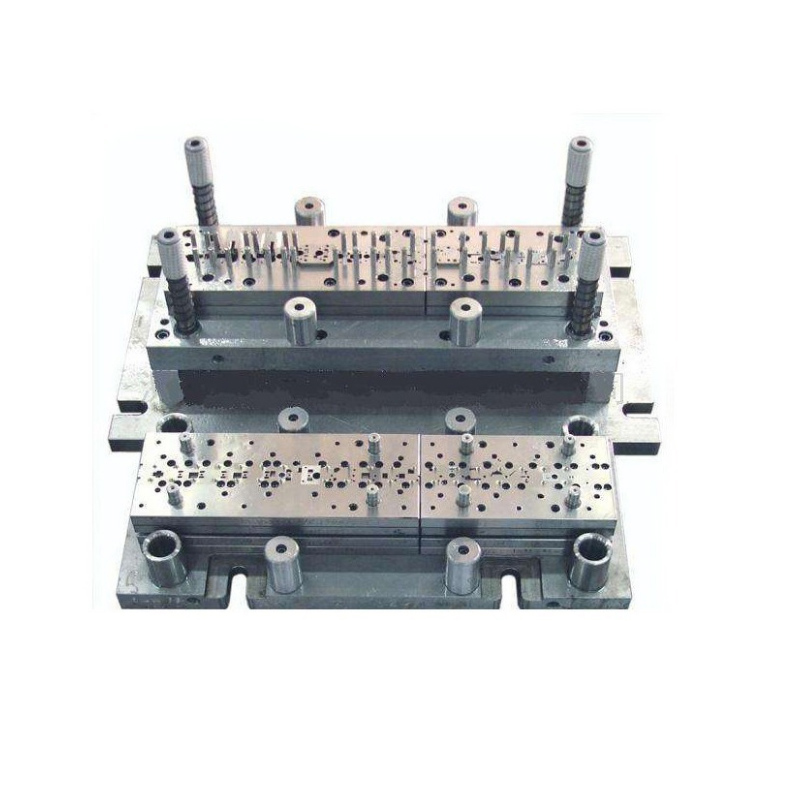
Una matriz progresiva es una matriz de estampación en frío que utiliza materias primas en forma de tira y completa simultáneamente múltiples procesos de estampación en varias estaciones diferentes de una sola matriz durante una sola pasada de estampación de una prensa. Este proceso permite que la tira de material se mueva siempre en una dirección. Cada vez que la matriz completa una operación de estampación, la tira se mueve a una distancia fija hasta que el producto está terminado.
Ofrecemos series de matrices progresivas con calidad confiable y precios competitivos.
Características y ventajas del Progress Ive Die:
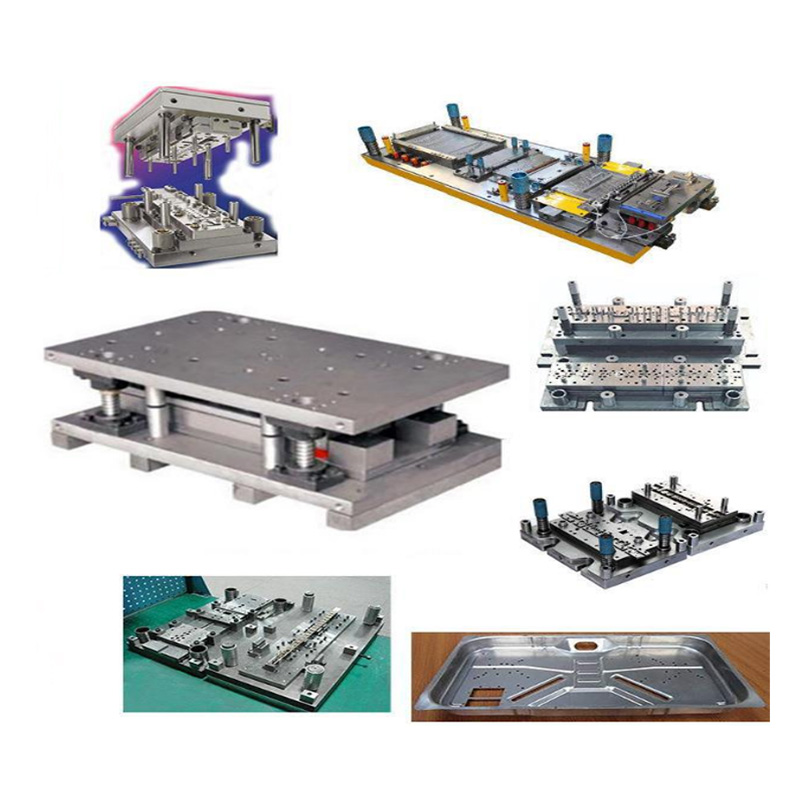
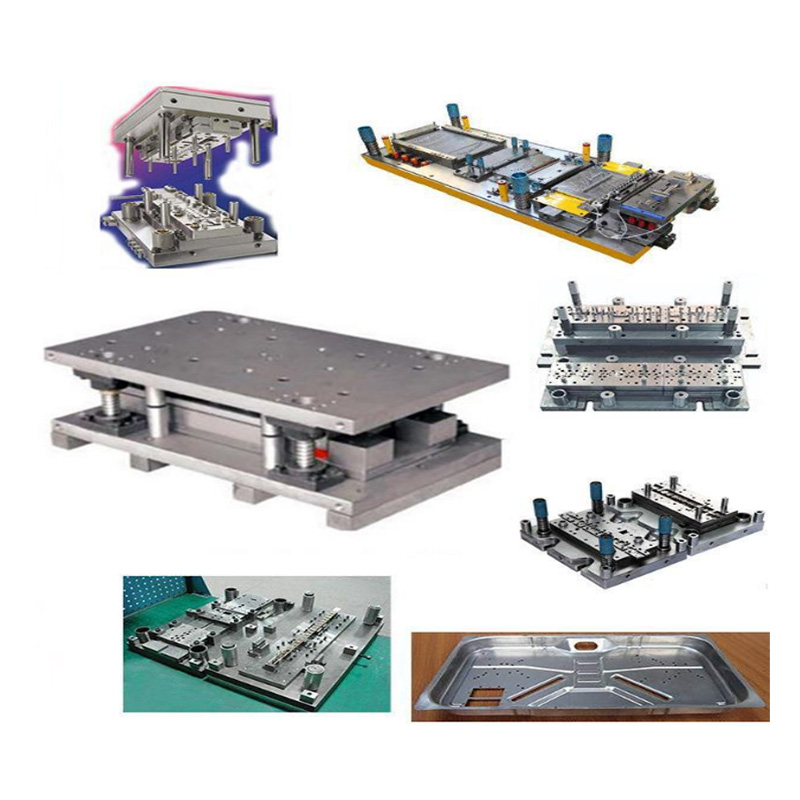
Alta eficiencia de producción:Puede completar múltiples procesos en una sola pasada de estampado, mejorando significativamente la eficiencia de producción.
Alta precisión del producto:Gracias al mecanizado de precisión y a las múltiples calibraciones del molde, se puede garantizar una alta precisión de los productos.
Buena estabilidad del proceso:Todo el flujo del proceso está estandarizado, lo que reduce la influencia de los factores humanos y mejora la estabilidad del proceso.
Adecuado para múltiples industrias.:Ampliamente utilizado en industrias como la electrónica, la automotriz y la aeroespacial.
Métodos de mantenimiento para matrices progresivas
El mantenimiento de las matrices progresivas es un proceso meticuloso e importante, que incluye trabajos de mantenimiento en múltiples aspectos para garantizar el funcionamiento estable a largo plazo de las matrices y la estabilidad de la calidad del producto.
Mantenimiento de punzones y matrices
Desmontaje e inspecciónAl desmontar el punzón, es necesario verificar la suavidad del bloque de extracción y la matriz, así como la uniformidad de la holgura entre ambos. De igual manera, al sustituir la matriz, también es necesario verificar la uniformidad de la holgura entre la matriz y el punzón.
Comprobación de relleno y longitudPara reducir el desgaste del punzón, puede ser necesario añadir arandelas para alcanzar la longitud requerida. En este punto, se debe verificar que la longitud efectiva del punzón sea suficiente.
Precauciones de montajeAl ensamblar la matriz hembra, esta debe colocarse horizontalmente. A continuación, coloque un bloque plano de acero sobre la superficie de la matriz y golpéelo suavemente con una varilla de aluminio para encajarlo. Evite forzarlo oblicuamente. La base de la matriz hembra debe ser redondeada. Una vez finalizado el ensamblaje, es necesario verificar que todos los componentes estén instalados correctamente y que el molde esté bien sujeto.
Desmontaje e inspecciónAl desmontar la placa de extracción, puede usar dos destornilladores para abrirla uniformemente y luego extraerla manualmente. Si el desmontaje resulta difícil, verifique que el molde esté completamente limpio, que se hayan quitado todos los tornillos y que no presente daños.
Montaje y mantenimientoAl ensamblar la placa de extracción, limpie primero el punzón y la placa de extracción, y aplique grasa entre el pasador de posicionamiento y la guía del punzón. Después de colocarlos correctamente, presiónelos con la mano varias veces. Si hay virutas de acero en la placa fija, verifique que los asientos de la placa lateral de extracción sean adecuados.
Inspección y ajuste de huecosDebido a daños en el núcleo del molde, los orificios de posicionamiento pueden causar holguras excesivas o irregulares después del ensamblaje. El ajuste adecuado de la holgura se puede realizar comprobando el estado de la sección transversal después del corte láser. Si la holgura es demasiado pequeña, habrá menos secciones transversales; si es demasiado grande, habrá más secciones transversales y rebabas más grandes. Tras el ajuste, se debe registrar la mayor cantidad posible de datos o se deben hacer marcas en el borde del molde hembra para su posterior mantenimiento.
Inspección de pasadores de ubicación y postes guía:Se debe verificar periódicamente el espacio libre de ajuste de los pasadores de ubicación y los postes guía, así como también si hay signos de quemaduras o daños y si la lubricación de la guía del molde es normal.
Inspección diariaEn la producción diaria, es fundamental verificar el correcto funcionamiento de la punzonadora y el molde, incluyendo el suministro de aceite de punzonado y la lubricación de las guías. Las inspecciones antes de instalar el molde en la máquina, la inspección de los filos de corte y la verificación del bloqueo de todas las piezas son medidas preventivas necesarias.
Mediante las medidas de mantenimiento anteriores, se puede extender de manera efectiva la vida útil de la matriz progresiva y se puede mejorar la calidad del producto y la estabilidad de la producción.
Especificación:
| 1. Opcional Material: | Acero para moldes. | |||||
| 2.Molde: | progresivo | |||||
| 3. Prueba de morir | Prueba de matriz para garantizar su buen funcionamiento. | |||||
| 4. Garantía de calidad: | Basado en la cantidad del pedido, de acuerdo a la vida útil del molde. | |||||
Si necesita troqueles progresivos, servicio de diseño de troqueles de estampado progresivos, bienvenido a contactarnos, le brindaremos el mejor precio y buena calidad de troqueles de estampado de metal.











